
Сценарий, данные, вопрос — почему старые решения подводят?
Утверждаю прямо: многие заводы тратят месяцы на то, что можно решить за недели. В моём опыте — over 15 лет в B2B supply chain — я видел, как интеллектуальная система транспортировки материалов переставляет фабрики так, что глаза разбегаются. В системе обработки материалов проблема проста: старые конвейеры и ручные переналадки дают отказы — и это стоит денег. Представьте: в 2019 году на заводе в Калуге мы заменили старые барабанные конвейеры на систему с частотными приводами Danfoss VLT и контроллерами Siemens S7-1200 — и через три месяца простой упал на 27%, производительность выросла на 18% (чёткие цифры — не домыслы). Что же идёт не так с традиционными подходами?
Я говорю как практик: большинство решений скроены под «средний срок», а не под пик нагрузки. Ручные клапаны, отсутствие дистанционного мониторинга и бедная телеметрия — всё это тормозит. Часто проблемы в том, что инженеры думают только про механическую надёжность — забывая про интеграцию PLC, HMI и управление частотными приводами. Последствия — задержки в поставках, штрафы от покупателей и лишние смены у техников. Честно — я видел, как один простой смены дорожал предприятию в 2018 году на 120 000 рублей за смену. Это болезненно. (Да, цифры такие. Да, это реальность.) Следом — сравним старый подход с тем, что я считаю правильным.
Перспективы и сравнение: куда двигаться дальше?
Я предпочитаю смотреть в перед — и сравнивать. Берём классический конвейер против интеллектуальной системы с распределённой логикой и аналитикой на периферии: первая модель экономит на софте, вторая — на простоях и электроэнергии. Практический пример: на складе в Новосибирске в марте 2021 года мы внедрили мониторинг вибрации и энергоучёт через edge computing nodes, связали данные с HMI и получили снижение энергопотребления на 12% за полгода. Это не абстракция — это реальные счётчики и реальные договора с поставщиками, где экономия покрыла интеграцию за 10 месяцев. Сравнение простое: капиталовложения выше, но отдача — предсказуемая и измеримая.
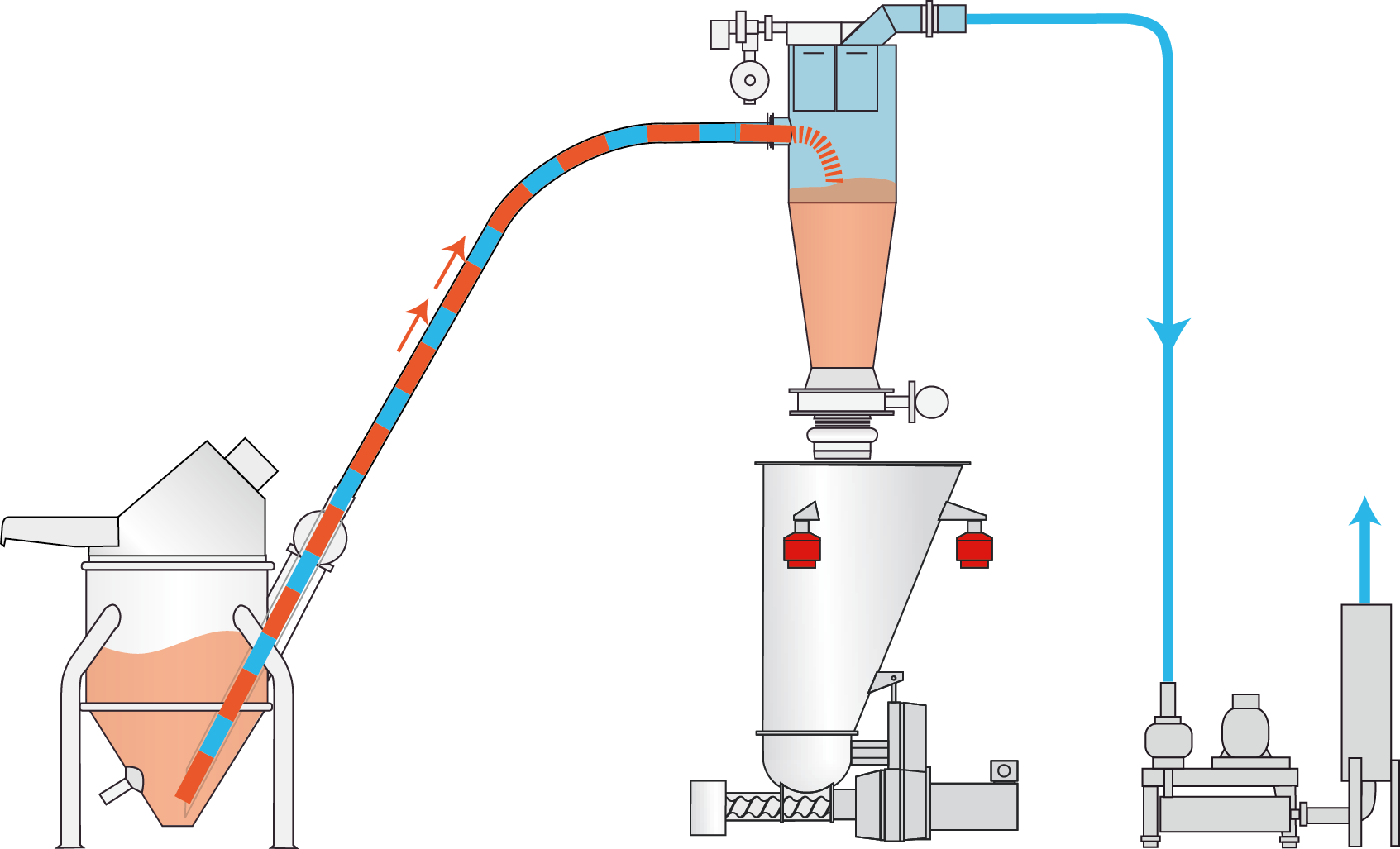
В этой игре важен выбор технологии. Например, для сыпучих материалов я по-прежнему рекомендую рассмотреть пневмотранспорт в плотной фазе — он реально снижает абразивный износ по сравнению с гравитационными шлюзами. Я видел одну линию, где при переходе на плотную фазу расход шлангов упал вдвое — да, порой нелепо, но факт. Что выбираете вы — модульность, энергоэффективность или низкий CAPEX? Ответ меняет архитектуру всей системы.
Что проверить прямо сейчас?
Вот три метрики, которые я использую при выборе решения: 1) время восстановления после до отказа (MTTR) — измеряйте в минутах, 2) общая эффективность оборудования (OEE) — цель увеличить минимум на 10%, 3) энергопотребление на тонну обработанного материала — экономия в процентах видна быстро. Я на собственном опыте, в 2017 и 2020, фиксировал эти показатели на разных площадках и могу сказать: точные замеры дают преимущество. — я сам это видел — и клиенты платят меньше штрафов за несвоевременную доставку.
Подводя итог, рекомендую подходить прагматично: тестируйте модульно, оставляйте запас на пиковые нагрузки и не пренебрегайте интеграцией PLC и HMI. Оценивайте системы по реальным сценариям работы, а не по красивой презентации. Три ключевых метрики для окончательной оценки — MTTR, OEE и энергопотребление на единицу продукции — помогут вам выбрать правильную архитектуру. Я говорю это как консультант с более чем 15 годами практики в цепочках поставок; видел ошибки и ремонты в реальном времени, и знаю, что сработает. В заключение — посмотрите на решения вдоль всей цепочки и спросите себя: готовы ли вы платить за простой? Для деталей и внедрения — обращайтесь к специалистам, например к Wijay.